自動車
更新日:2025.11.06
ハブベアリングの低摩擦化を
極限まで追求する
「低フリクションハブベアリング」シリーズ
自動車
更新日:2025.11.06
「低フリクションハブベアリング」シリーズ
自動車のタイヤのホイールと車軸を接続する軸受「ハブベアリング」は、車体の重量を支えるとともに車軸の回転をスムーズにタイヤに伝える重要な役割を果たしている。NTNは、1970年代にその生産を開始して以来、時代に合った新しい商品を作り続け、ハブベアリングの世界シェアにおいて一貫してトップクラスを維持してきた。中でもいま特に需要が大きい商品の1つに、摩擦(=フリクション)を低減して省エネルギー化に貢献する「低フリクションハブベアリング」シリーズがあるが、2024年にNTNは、そのシリーズ4作目と5作目にあたる「低フリクションハブベアリングⅣ(以下、Ⅳ)」と「低フリクションハブベアリングⅤ(以下、Ⅴ)」を発表した。従来品比で最大約64%の低フリクション化、約0.75%の電費改善を実現したこのハブベアリングは、今後広く求められていくことが見込まれる。いったいどのようにこれらの商品は誕生したのか。開発を担当した技術者2人に聞いた。

CVJアクスル事業本部
開発部
稲増 一剛

CVJアクスル事業本部
開発部
仲 大介

自動車において、ホイールを車軸に取り付けるための中心にある金属部分をハブと言い、そこに使われる軸受を「ハブベアリング」と呼ぶ。ハブベアリングは、車体の重量を支えるとともに車軸の回転をスムーズにタイヤに伝えるという重要な役割を担っていて、NTNは1970年代にその生産を開始した。以来、時代に求められる新たなハブベアリングを世に送り出し続けてきた結果、NTNはその世界シェアで常にトップクラスを維持してきた。
そうした中、NTNは摩擦を低減して省エネルギー化に貢献する「低フリクションハブベアリング」を2009年に開発した。好評を博した本商品をシリーズ化し、2024年はシリーズ4作目と5作目にあたる「Ⅳ」と「Ⅴ」を発表した。前者は、2019年に開発した「Ⅲ」に対して、シール部分(後述)に塗布するグリース(潤滑剤)を新しくしたものであり、加えて、軸受内部のグリースも新開発したのが後者である。結果、後者の「Ⅴ」は、当社の従来品と比べて最大約64%の低フリクション化、EVの場合の電費を約0.75%改善し、1回の給電による航続距離の3km延長を実現した。
「新しいグリースの開発は、私たち開発部と、当社の基盤技術研究所、そしてグリースメーカーの三者が協力して進めました。極限まで低フリクション化を追求した結果、さらなる環境負荷低減に貢献できるハブベアリングを完成させることができました」
「Ⅳ」の開発を担当したCVJアクスル事業本部 開発部の稲増はそう話す。
ハブベアリングが、広く使われるようになったのは、1970年代のこと。以来、進化を重ね、形状も変化してきた中、現在主流となっているのは第3世代(GEN3)と呼ばれるものだ。第1世代(GEN1)は、通常の単列軸受を2列に並べて耐荷重性を高めるなどしたもので、別部品と組み合わせてホイールや車体と接続していた。続く第2世代(GEN2)では、軸受の外輪と取り付けフランジが一体化して1つになり、さらに第3世代ではハブ部品が組み込まれ、タイヤ側の内輪とハブとが一体化した。この第3世代が1980年代後半には登場し、その後広く使われるようになり、現在に至る。
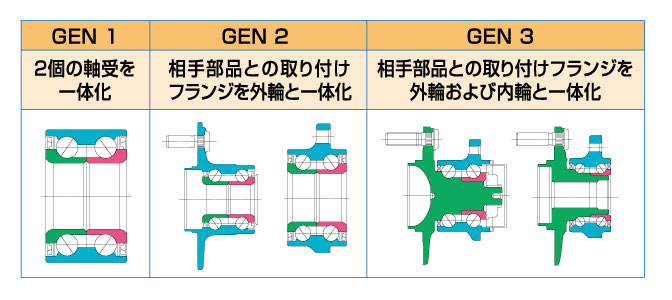
図1 第1世代(GEN1)から第3世代(GEN3)への変遷
「低フリクションハブベアリング」シリーズも、第3世代の形状を取っている。図2はその断面図になるが、この左端のハブフランジ部分(金色の円盤状の部位)が、ボルトによってホイールと接合する。車体は図の右側に位置することになる。また、外輪部分(紫色の部位)と内輪部分(金色の部位)の間にはボールが2列に並び、その構造の内部に水や泥などが入らないようにするためのシール(緑色の部位)が、タイヤ側(図左側)と車体側(図右側)にそれぞれ設けられている(アウターシールとインナーシール)。
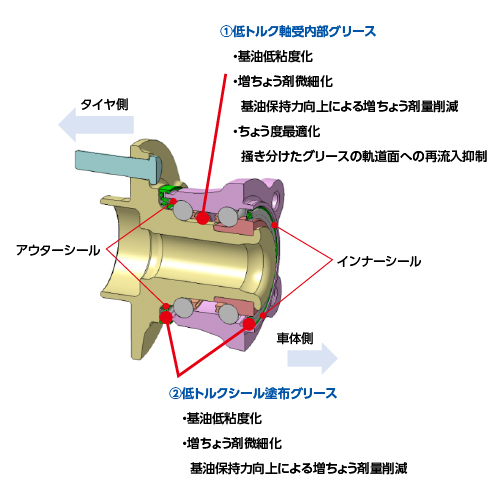
図2 「低フリクションハブベアリング」の断面図
「Ⅳ」「Ⅴ」のグリース開発において行われたのは、それぞれ①、②の列記された各点である。
「低フリクションハブベアリング」のシリーズ第1号(「Ⅰ」)は、2009年に誕生した。第3世代の構造を持つ従来品のシールを改良するとともに、軸受の転走面(ボールが転がる溝)の曲率を調整し、フリクションを最大40%低減したものである。その後、シールの構造をさらに改良し(シールと周辺部位との接触点を減らして摩擦を低減するとともに、泥水などを入りにくくするラビリンス構造を採用)、グリース(シール用と軸受内部用)も改良した後継商品の「Ⅱ」が2017年に、軸受内部のグリースを再度改良した「Ⅲ」が2019年に、それぞれ発表された。そして、それらに続く商品として2024年に開発されたのが、今回紹介する「Ⅳ」「Ⅴ」である。CVJアクスル事業本部 開発部の仲は言う。
「『Ⅲ』で内部のグリースを改良したため、『Ⅳ』ではシール用の塗布グリースを、そして『Ⅴ』ではまた軸受内部用のグリースを、という具合に改良を進めました。その時々における最大限の低フリクション化を実現すべく、開発に取り組んできました」
「Ⅳ」と「Ⅴ」の開発は、少し時期をずらしながらも並行して行われ、「Ⅳ」は稲増が、「Ⅴ」は仲が担当することになった。そしてそれぞれ、シール用と内部用に、よりよいグリースを作り出すため、試行錯誤を続けていった。
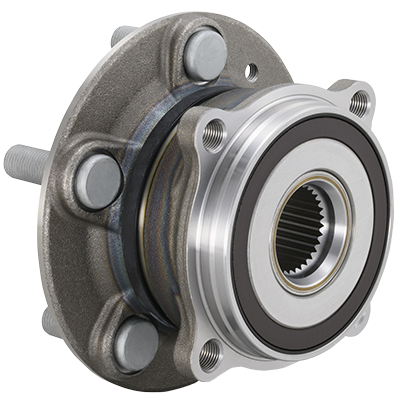
低フリクションハブベアリングV
低粘度化とグリース硬さのバランスを最適化した低トルクグリースの適用により、従来品比で64%の低フリクション化を実現。EV車両全体の電費を約0.75%改善、一回の給電による航続距離を3km延長することが可能。
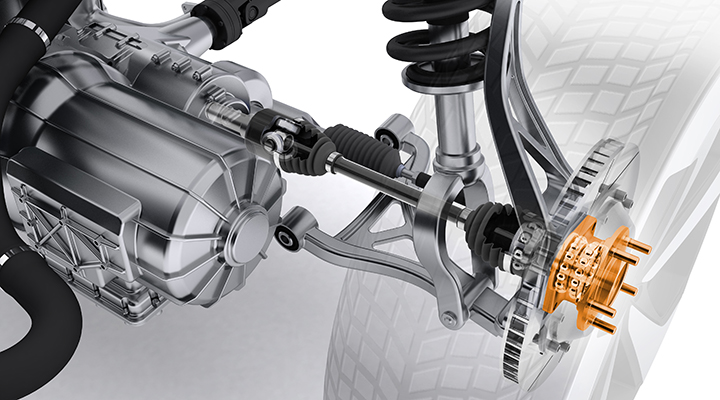
図3 ハブベアリングの適用箇所
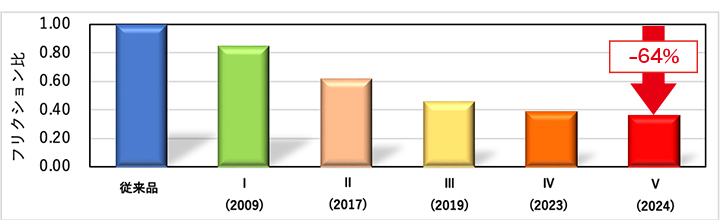
図4 「低フリクションハブベアリング」シリーズの低トルク化の変遷
グリースは、基油、増ちょう剤、添加剤という3つの構成要素からなる。基油はグリースの潤滑性能を決め、その基油を半固体化してグリース状にするのが増ちょう剤だ。そして添加剤として、例えば酸化防止剤などの機能向上のための補助剤が加えられ、これらが混ぜ合わされることでグリースとなる。
では「Ⅳ」の開発において、シール用の新たな塗布グリースを作るためには、これらをどのように調整する必要があったのだろうか。稲増が言う。
「ハブベアリングにおける低フリクション化とは、回転トルクを低減することと言えます。そのためにまず考えるのは、基油の粘度を下げること、つまり、よりなめらかな基油を採用することです。一方、『Ⅱ』の時に開発されたシール用の塗布グリースは、低温環境への対応が十分でなかったのが課題でした。つまり、マイナス数十度といった環境では固まりやすくなってしまう。その点を改良するためにも、基油は低粘度のものが望ましく、またその他の特性からも低温環境に耐えられるよう基油の配合を工夫しました。ただし、基油の粘度が低すぎると、シール部分から漏れ出てしまう可能性があります。それを防ぐためには、増ちょう剤によってグリースを適度な硬さ(=ちょう度)にし、基油の保持力を向上させる必要があるのですが、増ちょう剤もまた、量が多いと摩擦を高めてしまいます。そこで、増ちょう剤を微細化し基油の保持能力を高めた分、増ちょう剤量を減らすことも試みました。さらに、グリースによっては、シールのゴム材が早く摩耗することにもつながるので、ゴム材とグリースの相性を考えることも重要でした」
こうした点から、グリースの3つの要素をどう選び、どのように混ぜ合わせるかを考えていくことになる。ただ、1つの条件を満たそうとすると、別の条件に合わなくなるといったことにもなり、最適な按配を見つけるのは簡単ではない。そこを、基盤技術研究所、グリースメーカーとともに詰めていき、レシピを作っていったという。
「従来、こうしたグリースの開発は、こちらの要望をメーカーに伝え、あとはメーカーに任せることが多かったのですが、今回は、私たちが主体的にレシピを設計していきました。それは初めてのことだったので難しさもありましたが、ベアリングやシールに関する知見を持つ自分たちが積極的に関わっていくことで、求めているグリースにより近づくことができたように感じます」
作り上げたレシピを元にメーカーがグリースを試作。試作品の数は70以上にもおよんだという。その中から適したものが選ばれていった。そうして、さらなる低フリクション化を実現する新しいシール塗布グリースが、開発着手から3年ほどで完成したのだ。

次に「Ⅴ」の、軸受内部用のグリースの開発である。基盤技術研究所、グリースメーカーと相談しながらレシピを作るという流れ、また、基油を低粘度化し、増ちょう剤を微細化するといったあたりは、「Ⅳ」と大きくは違わない。しかし1つ、内部用グリースならではの検討点があった。仲が言う。
「軸受のボールは、グリースを搔き分けながら転がりますが、搔き分けられたグリースは、その後再びボールが転がる軌道面へと戻っていきます。するとまた、ボールがグリースを掻き分けて、グリースは横に弾かれます。そしてまた、軌道面に戻り、また掻き分けられて、ということを繰り返すことになるのですが、それは、回転トルクを高めることにつながります。そこで、グリースを適度に硬くして、掻き分けられたグリースがその場所に保持され、軌道面に戻りにくくすることが必要でした」
その点も考慮して、仲たちはレシピを考えていった。それは決して容易ではなかったが、「Ⅳ」のシール塗布グリース開発における知見も活かすことができたため、「Ⅴ」の開発は比較的にスムーズに進んでいった。メーカーの試作数も「Ⅳ」の時に比べてぐっと少なくて済んだ。そうして、開発に着手してから2年ほどの期間を経て、「Ⅴ」の内部グリースも完成した。


このインタビューの時点で、「Ⅳ」「Ⅴ」ともにまだ市場には出ていなかったが、省エネルギー化への要求が高まる中、ニーズは大きく、各所からよい反応を得ているという。常に世界でトップレベルのシェアを獲得してきたNTNのハブベアリングには、絶対的な信頼があり、世界が、新たな「低フリクションハブベアリング」を待ち望んでいることの証である。開発を振り返って稲増は言う。
「ハブベアリングは、当社の看板商品の1つなので、その開発に関われることは純粋に嬉しいです。実際かなり多くの車両に使われているため、日常の中で、『あの車にも自分が開発したハブベアリングが入っているんだ』と思えることは、大きなやりがいにつながります。また今回のグリース開発においては、私たち開発部がその設計に主体的に携わったという点が新たな試みでもありましたが、やはりなんでも、自分たちの手で作り上げていくのは面白いなと、改めて実感しました」
一方で仲は、低フリクション化、すなわち低トルク化を目指す開発の面白さをこう語った。
「僕はこれまで、ハブベアリングの他に、コンプレッサー用などに使用されるニードルベアリングの設計にも携わってきましたが、その際にも『低トルク化』が重要な目的でした。低トルク化を目指す開発は、目標をどこまで実現できたかが数字で明らかになります。それはある意味厳しいことでもある一方、『自動車の燃費を何%改善することに貢献できた』といった形で自分の仕事の成果がはっきりと確認できることでもあります。自分にとって、それは大きなモチベーションになっています。その意味でも、これからもハブベアリングの低フリクション化に貢献していけたらと思っています」
今回、約64%までに至ったハブベアリングの低フリクション化は、今後どこまで進められるのか。聞くと仲は、すでに次なる方法の検討を始めているとのことだった。
NTNの低フリクションへの取り組みは、世界全体の省エネルギー化にも少なからず影響を与えるはずだ。その挑戦は、これからも続いていく。
※取材内容、および登場する社員の所属はインタビュー当時のものです。