ベアリングユニットの取り扱い
NTNベアリングユニットは取り扱いが容易ですが,誤った取扱いをすると正常な寿命が得られず早期破損の原因になります。一般にベアリングユニットの事故は,間違った取り付けや取り扱いの不注意によるものが多く,正しい取り扱いをすれば事故の大部分を防ぐことができます。
軸受箱の取付け
ピロー形,フランジ形,ストレッチャーユニット
NTNベアリングユニットはどんな箇所にも簡単に取り付けられ,その機能を充分に発揮します。しかし取り付けに際しては、軸受の正常な寿命を得るために次の点に充分注意してください。
- 軸受箱の取付面は充分な剛性を持っていること。
- 軸受箱の取付面は平坦度0.1(できれば0.05)mm以下であること(軸受箱をフレーム上に置いたとき,がたがたしてはならない)(図1)。ユニットをフレームに取り付けるときに生じる軸受箱の変形が、軸受も変形させ早期破損の原因となり,軸受の寿命を低下させます。
- 軸受箱取付面と軸との角度誤差は,グリース補給の関係から±2°(外輪狭幅タイプは±1°)以内,カバー付ユニットの場合は±1°以内であることが望ましい(図2)。
- ピロー形、フランジ形軸受箱には位置決め用のノックピン座を設けています。
- 軸受箱を機械の所定の位置に取り付ける際、六角ボルトの締付けトルクは表1に示した値を目安とします。

図1
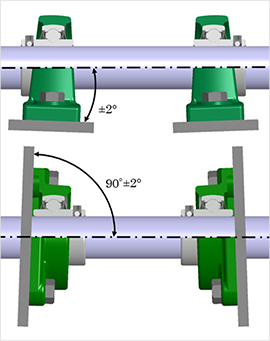
図2
カートリッジ形
カートリッジ形ユニットをはめ込む軸受箱の内径は、一般の使用条件ではH7とし、ベアリングユニットがアキシアル方向に自由に移動できるように仕上げなければなりません。
テークアップ形
テークアップ形ユニットを取り付けるには、フレームのガイドレールにユニットを入れ,ベアリングユニットの内輪を軸に固定し、調整ボルトとナットを取り付け、テーパピン等で固定しユニットの位置を調整します。
ガイドレール及び調整ボルト、ナットの寸法及び加工精度はカタログの「ベアリングユニット」の63ページをご参照ください。
止めねじ方式の取り付け
止めねじ方式のベアリングユニットを軸に取り付けるには、止めねじを規定のトルク値で2本均等に締め付けます。NTNボール入り止めねじは、振動や衝撃荷重などがある場合でも緩みにくいように図3のような構造になっています。止めねじの先端(ボール)のあたる軸の一部を図4のように0.2~0.5mm程度平らに削って締め付けると、軸受を軸から抜く場合に抜きやすくなります。
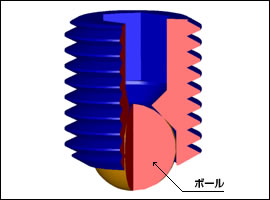
図3
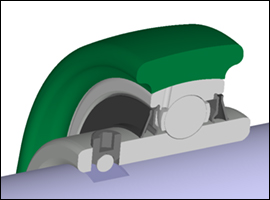
図4
軸への取り付け手順
- 止めねじの先端が軸受内径面より出ていないかを確かめます。
- ユニットを軸に対し直角になるよう支持し、こじれないように挿入します。この時に衝撃を加えたり、スリンガをたたいたりしてはいけません(図5)。
- 軸受箱を機械の所定の位置に確実に取り付けます。六角ボルトの締付けトルクはこちら
- トルクレンチを止めねじの六角穴に確実にはめ込んでから、表2に示した締付トルクで2個を均等に締め付けます(図6)。

図5
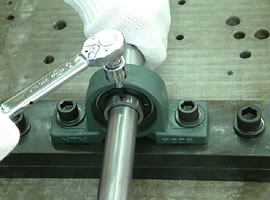
図6
■止めねじをより確実に固定する方法
衝撃荷重を受ける場合、ベアリングユニットとしては比較的高速回転(dn=30000以上)、低荷重(ベルトテンションのみ等)連続運転の場合は、以下の方法を追加することで,さらに確実に止めねじと軸を固定できます。
- 軸受箱固定後、止めねじを締め付ける前に、軸受箱を木またはプラスチックハンマで軽くハンマリングします。(軸受と軸の“かじり”を防ぎます)
→上記手順3と4の間に行います。 - 設備の試験運転後、必要に応じて止めねじを推奨締付トルクにて増締めします。
→上記手順4の後に行います。
アダプタ式軸受(テーパ穴)の取り付け
アダプタ方式のベアリングユニットを使用すると、衝撃荷重や振動のある場合、耐ゆるみ性は止めねじ、偏心カラー方式と比較して最も優れています。また、回転精度にも優れています。
ただし、大きなアキシアル荷重が作用する箇所には使用できません。

図7
■軸への取り付け手順
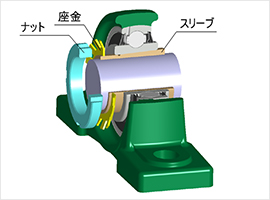
- スリーブのテーパ部がほぼ軸受中心に合うよう位置決めします。軸にスリーブをはめるには、切割部にドライバなどを入れて拡げると、簡単にはめ込むことができます。スリーブは取り扱いやすいように、ナットがプーリなどの反対側になる方向に向けて取り付けます(図7)。
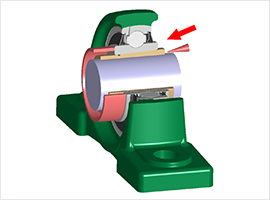
- ベアリングユニットをスリーブにはめ、ナットを付ける側の軸受内輪の側面に全周にあたる円筒状の当てを付け、スリーブの大径側を←方向に全周にわたって軽く打ち軸受内輪をスリーブのテーパ部に密着させます(図8-a)。
- 座金を入れ、ナットを手で充分締め付けます(図8-b)。
- ナットの切欠部に治具(ドライバでもよい)を当てハンマで打つ、もしくはフックレンチを使ってナットが60°~90°回転したところで止めます(スリンガを打たないよう注意してください)。UKタイプのナット締め付けトルク値は カタログ「ベアリングユニット」の71ページ表15.6 をご参照ください。
必要以上に締め付けると、軸受すきまが減少したり、内輪が変形して、発熱、焼付き事故の原因になるため、締付後手回しで軸がスムーズに回転するか確認します。 - ナットの切欠きに合致した座金の外側の爪を一枚曲げて回り止めをします。ただし、座金の爪を曲げて回り止めを行うとき、切欠部を合わすためナットを戻してはいけません。
- 軸受箱を機械の所定の位置に確実に取り付けます。六角ボルトの締付けトルクはこちら


偏心カラー式軸受の取り付け
偏心カラー方式は、止ねじ方式と異なり、偏心カラーを軸の回転方向へ締め付けて軸と内輪を固定します。確実に固定され、内輪の変形も少ないですが、正逆回転する装置には偏心カラーが緩むおそれがあるため推奨できません。

図9
■軸への取り付け手順
- 軸端のかえりの有無を確認するとともに、偏心カラーの止めねじの先端が内径面より出ていないかを確かめます(図9)。
- ユニットの軸受箱をフレームに確実に取り付けます。六角ボルトの締付けトルクはこちら
- ユニットにアキシアル荷重がかからないようにユニットと軸の位置を正確に定め、偏心カラーを挿入します。
- 内輪に設けた偏心凸部に偏心カラーの偏心凹部をはめ込み、軸の回転方向へ手回しし、仮り締めします(図10)。
- 偏心カラー外周部に設けた穴に棒を当て、図11のように軸の回転方向に回るように打ちます。
- 偏心カラーの止めねじを軸に締め付けます。その締め付けトルクの推奨値は表3の通りです。

図10

図11
カバー付ベアリングユニットの取り付け
カバー付ベアリングユニットについても軸の選択,軸への取り付け、および軸受箱の取り付けは標準形ベアリングユニットと全く同様であり、カバーの取付けにも特別の工具や治具を用いないで簡単に取り付けることができます。
■軸への取り付け手順
- ベアリングユニットに仮止めされたカバーを取り外します。鋼板製カバーは手で簡単に取り外せますが,固くて取り外しにくいときは図12に示すように、ドライバーなどを用いて取り外します。
- 防塵防湿効果をより高くするためカバーに組み込まれたゴムシールの2枚のリップの間には一杯、カバーの内側にはその空間容積の2/3程度グリースを詰めます(通常カップグリースを使用します)(図13)。
- グリースを詰めたカバーの一つを先に軸に通します。この時ゴムシールのリップに傷を付けないよう、軸の先端はあらかじめ面取りしておくとよいでしょう。軸を軸受に通し、軸受箱を機械に確実に取り付けます。
六角ボルトの締付けトルクはこちら
軸受箱を取り付けた後、軸受を軸に固定します。 - 軸に通してあるカバーを軸受箱の印ろうにはめ込んで固定します。鋼板製カバーは鉄ハンマで直接強くたたかず、合成樹脂または木片を当て,45°方向からたたくようにします。また、1箇所だけをたたかずに、カバーが回転しなくなるまで全周を均等に打込み、軸受箱の溝にかしめなければなりません(図14)。鋳鉄製カバーは3本のボルトで締め付けます。
- もう一つのカバーに手順2と同様にグリースを詰め、軸に通します。閉じカバーの場合は軸受箱の印ろう部にグリースを詰めておきます(図13)。
- 軸に通したカバーを、手順4と同様に軸受箱の印ろうにはめ込んで固定します。

図12

図13

図14
■取り付け、取り外しのしやすい鋼板製カバー
- NTN鋼板製カバー付ユニットは、下記のように軸受箱にカバー加締溝が加工してあります(図15)。カバーを加締溝に挿入し、合成樹脂または木ハンマーで45°方向からたたくとカバーが加締まり、固定できます(図16)。(ただし、#204は圧入方式)
- カバーの取り外しがしやすいよう、カバー外径にドライバー溝を設けているため、軸受箱とドライバーをてこにして簡単にカバーをはずすことができます。
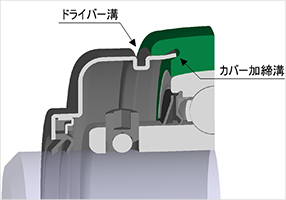
図15
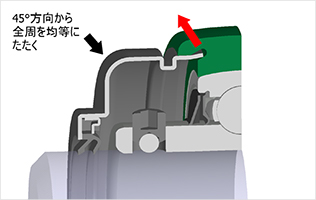
図16
ベアリングユニットの取り外し
ベアリングユニットに異常が発生し、軸受取替えのためベアリングユニットを軸より取り外す場合は、取り付け手順と逆の作業を行いますが、下記の点に注意してください。
■止めねじ方式の場合
止めねじが内径面より出ていると、ベアリングユニットを引抜く時に軸に傷が付きますので、充分戻しておきます。
■アダプタ方式の場合
アダプタ方式のベアリングユニットを取り外すには、座金の爪を起こしナットを2~3回転戻してから、ナットの側面に当て金を当て、ハンマで全周を打ちスリーブを動かします(図18)。
この時ナットを戻しすぎて、ねじがわずかしか掛かっていない時に打つと、ねじを破損するおそれがありますのでご注意ください。
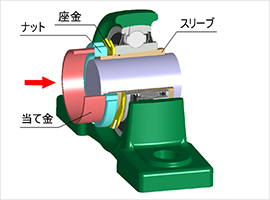
図18